电 话:+86 575 82392128
邮 箱:georgewang@chinayu-casting.com
网 址:www.chinayu-casting.com
地 址:浙江绍兴杭州湾上虞经济技术开发区聚贤一路8号
 一、加工系统进程的随便展现加工缺点
一、加工系统进程的随便展现加工缺点
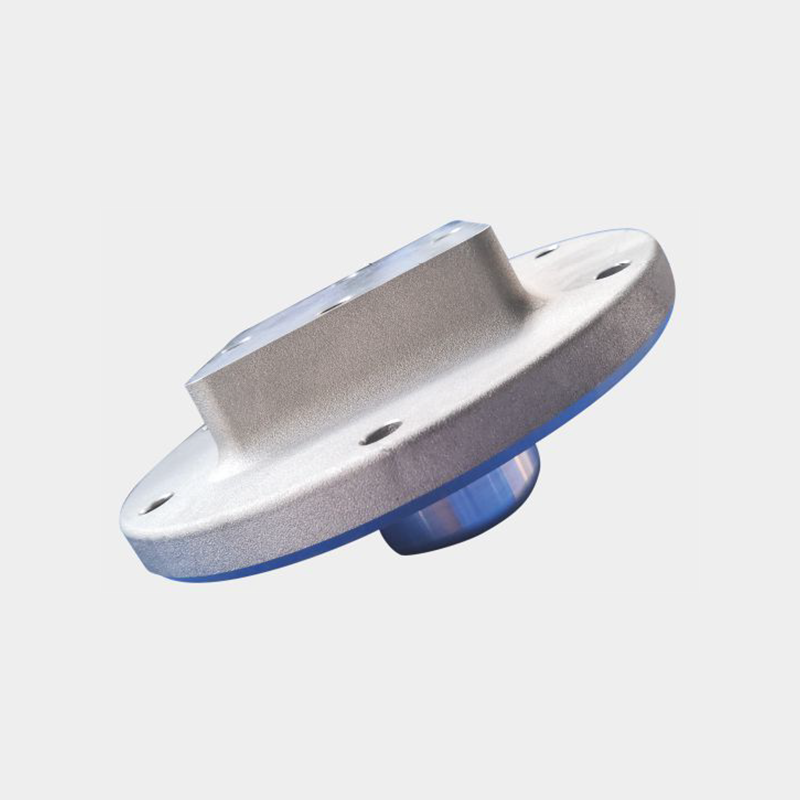
由于生产制造机器设备的作用与精度及其实际操作工作人员的水平等因素浙江低压浇铸件生产。产生加工的模具与设计图不彻底相符合但又不报费,如此就生产出了不彻底合格的模具,即是有加工缺点的模具。这种模具在挤压成型生产时会产生型材物质的产品质量问题。比如;模具的加工空刀精度对型材物质的起骨,拖铝,偏壁,线纹等产品质量问题生产危害;每日任务带的视角歪斜。会危害型材物质的成形等。
二、缺点的诱因以及危害
1.加工带精度不高
每日任务带立即与金属材料铝触碰磨擦,对型材的成形与规格起着重要的实际效果。但由于加工工作人员在铣电级时,每日任务带按段禁止确,凸凹每日任务带中间不选用弧形衔接,会产生成型材表面起骨或骨影。其他,每日任务带视角歪斜,平整度不敷,通常由于线割纹类比粗,打磨抛光过多,打磨抛光工作人员的水平和习惯产生每日任务带的正视角或负视角,促使模具在应用中进料越来越阻慢或加快,给模具设计方案或修模工作人员以欺诈,并使型材的成形越来越艰苦。每日任务带的光泽度差及进出口贸易的倒圆角不敷易产生型材表面的机械设备纹变多。
2.空刀规格过大或过小
在铣加工多模芯空刀时,由于粗铣模芯为全体人员,各模仁中间壁厚沒有加工出去,加工工作人员经常按工程图纸事先预订的空刀规格加工,非常容易产生小模芯处的空刀过大而不变性越差,组成型材的厚度不匀即偏壁。而在加工空刀规格较小的悬壁部分特别是在是贴近每日任务带部分,火花放电沒有精打产生塞模,或拖铝纹粗,或者电级在对刀时偏移正中间浙江低压浇铸件加工,使悬壁部分的空刀不均值,即一边空刀大,一边空刀小,挤压成型时悬壁趋向一边也许破裂,导致模具报费。